文字或许能描绘(重庆)【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:重庆(重庆)【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富的图文介绍
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")
专业源于专注,十多年来我们只做 玻璃钢模压、,除了拥有完善的自主研发系统,还建立了专业的 玻璃钢模压、生产品质管控体系,在 玻璃钢模压、领域取得了众多客户的信任和支持,是值得信赖的 玻璃钢模压、定制厂家。
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")
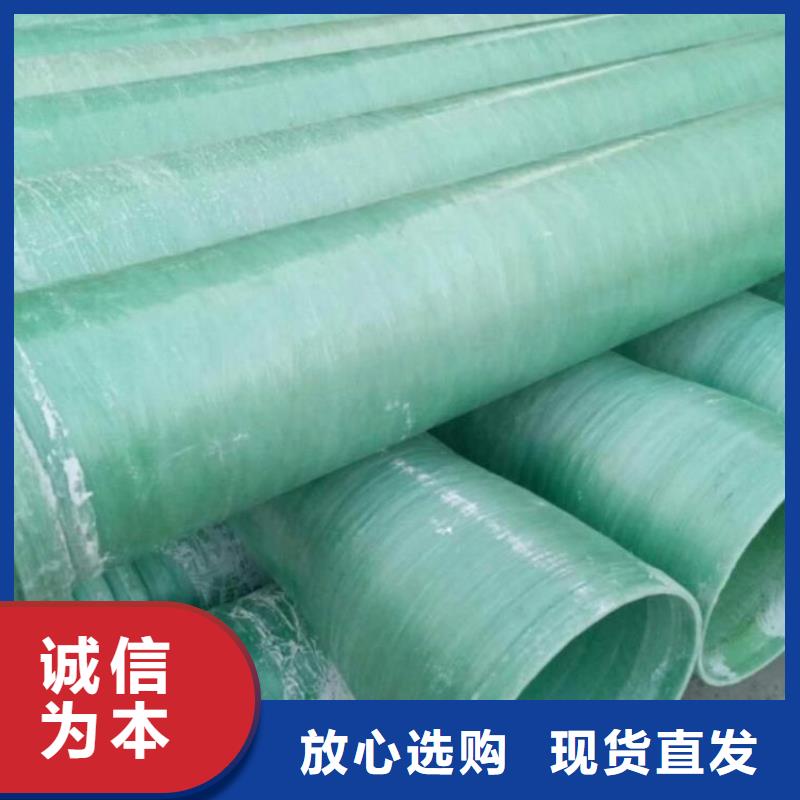
1) 首先在模具成型面上涂抹脱模剂(或在模具外表面包上一层透明的玻璃纸),待充分干燥后,将加有引发剂(或固化剂)、促进剂等添加剂均匀涂刷在模具成型面上,随之在其上铺放裁剪好的玻璃布。然后在铺好的玻璃布上再涂刷氯氧镁水泥,并注意驱除气泡。涂刷好氯氧镁水泥浆后再铺上剪好的玻璃布,如此重复上述操作,直到达到设计和规范厚度。
2) 风管表层浆料厚度以压平玻璃纤维网格布纹理为宜(可见布纹)。管壁表面不允许有密集气孔和漏浆,以避免承受弯曲拉应力(正风压)、弯曲压应力(负风压)时的应力集中。
3) 管体与法兰转角处应有过渡圆弧,过渡圆弧半径应为壁厚的0.8~1.2倍,才能提高悬臂状态法兰承载能力和避免应力集中。要求风管法兰处的玻璃纤维网格布应延伸至风管管体上。
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")
(2)制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")
【本地】玻璃钢夹砂管_纤维增强衬塑复合管源头厂家经验丰富")



 扫一扫
扫一扫